400-850-4050
400-850-4050

沒有找到您想要的?
立即咨詢專業工程師為您服務

















某產品在經過老化測試后,發現待機工作電流異常增大。經詳細分析,確定問題源于C6電容(C6電容指電路板上特定位置或功能的電容器)出現異常。為了全面而深入地探究C6電容失效的根本原因,我們采用了一系列專業且系統的檢測手段來開展失效分析工作。
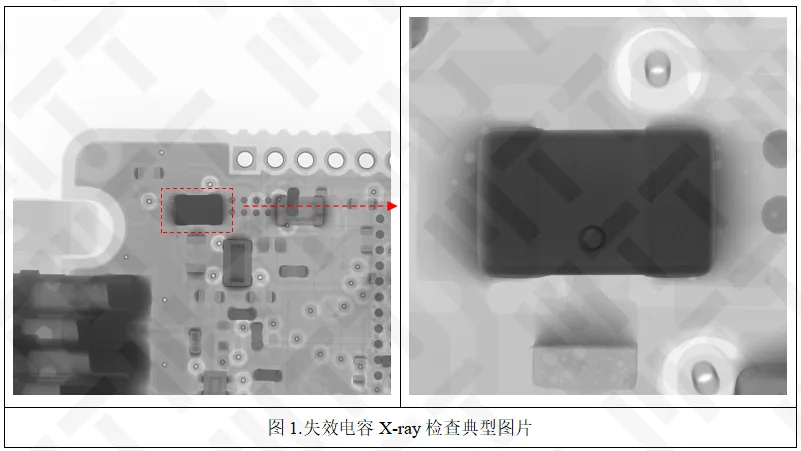
1.外觀檢查&X-ray透視 失效電容電容表面未發現明顯裂紋、破損等異常現象,排除電容受到外力撞擊等因素導致的失效。使用X-ray對失效電容進行透視檢察,未發現明顯結構異常。 2.電參數測試 失效電容阻值均小于2kΩ,遠小于未使用電容阻值,說明失效電容存在明顯漏電現象,測試結果表1所示。
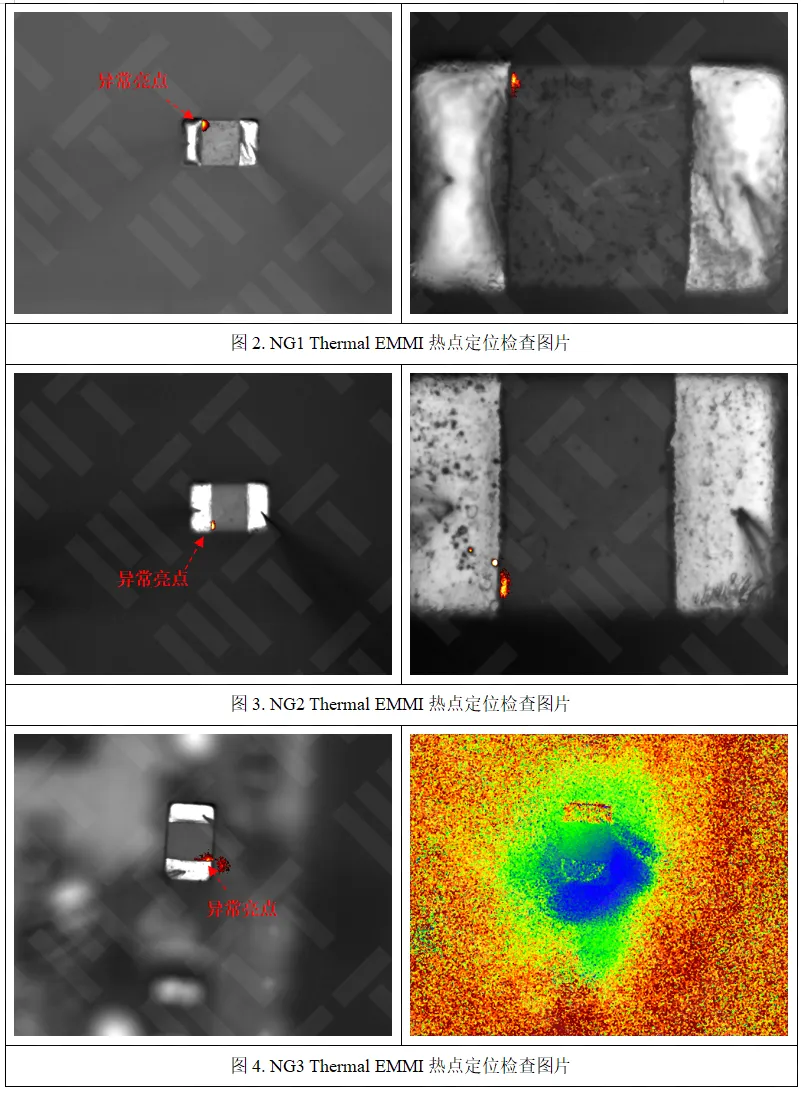
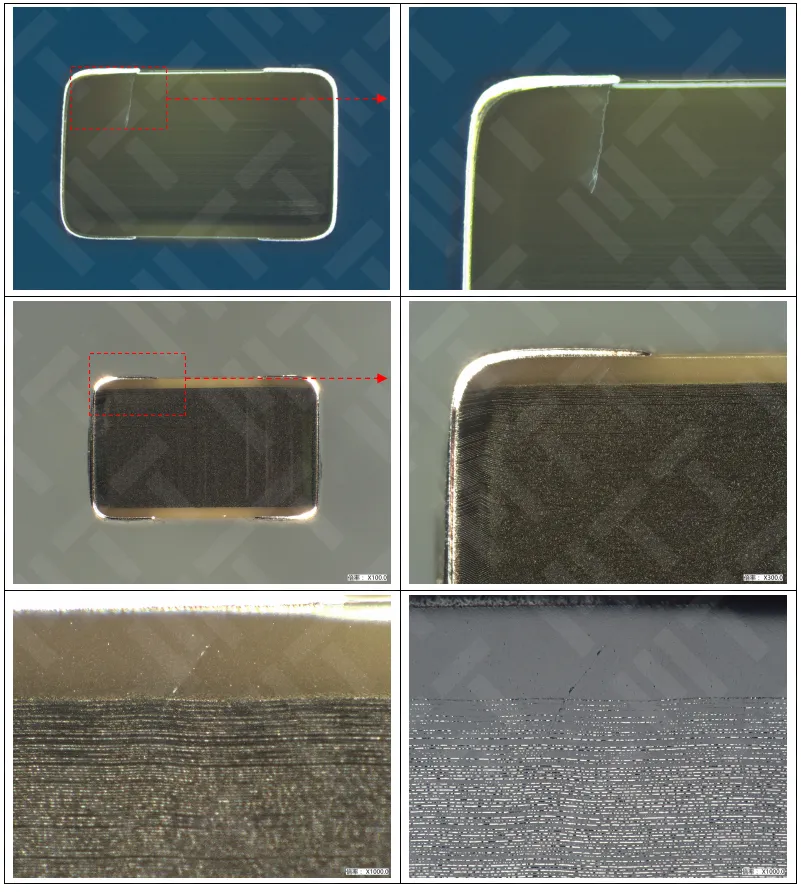
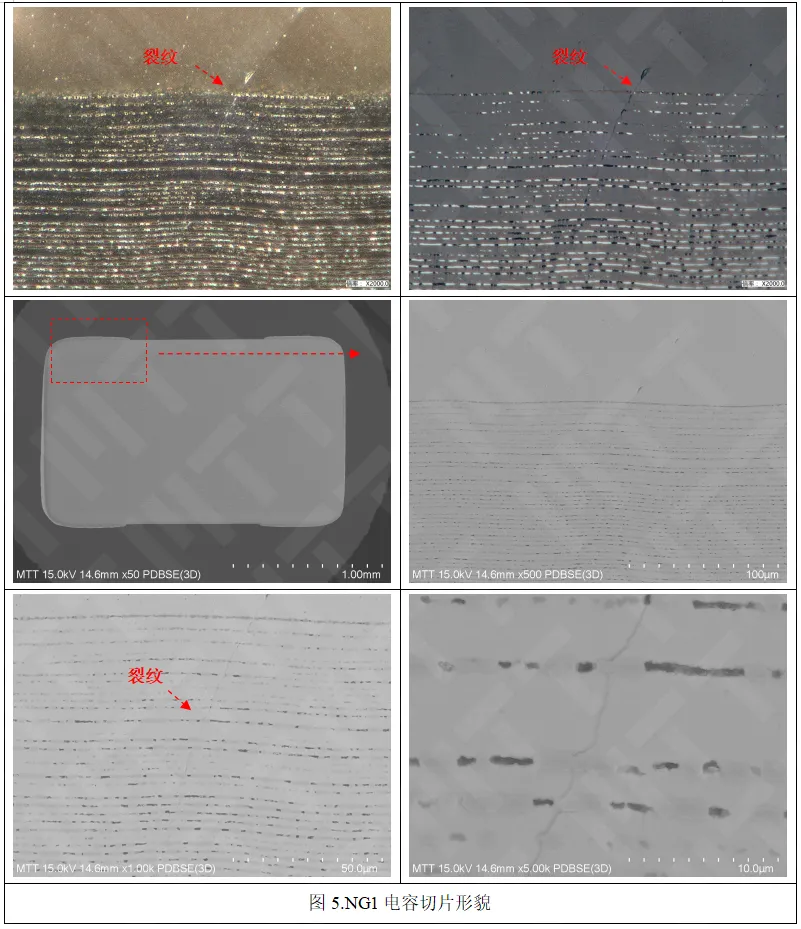
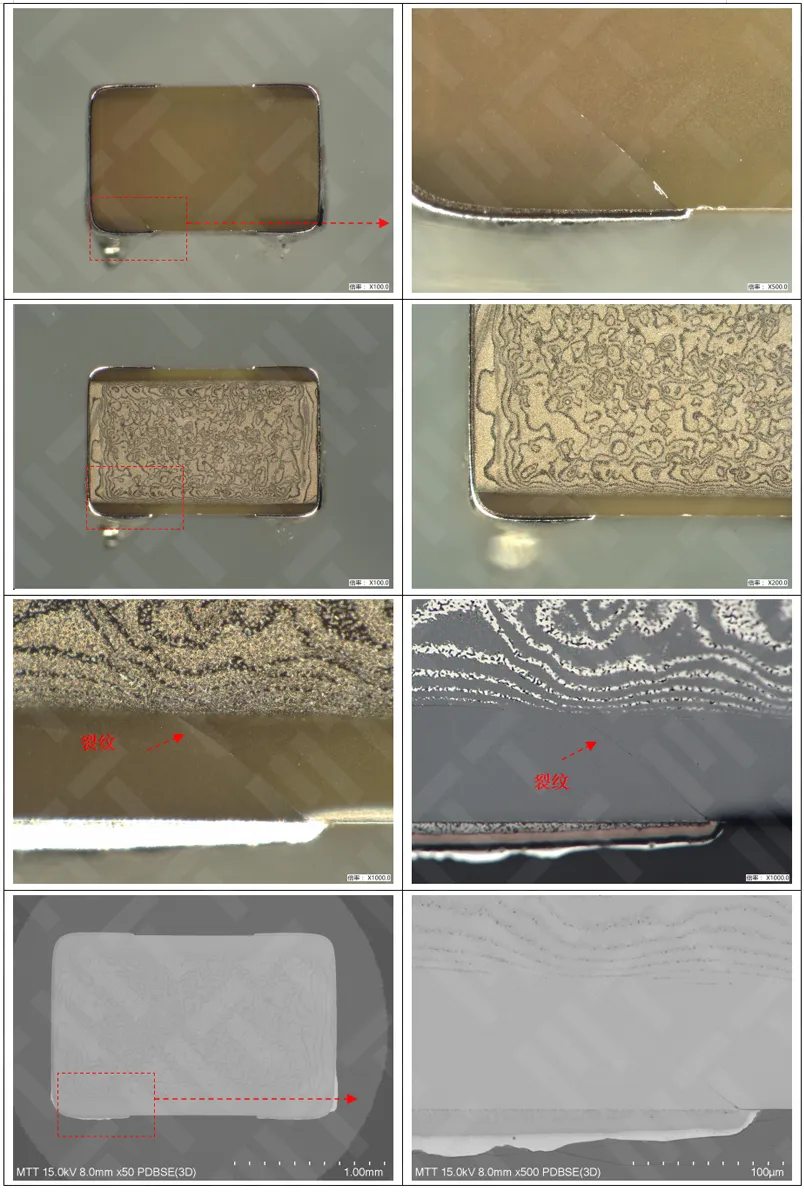
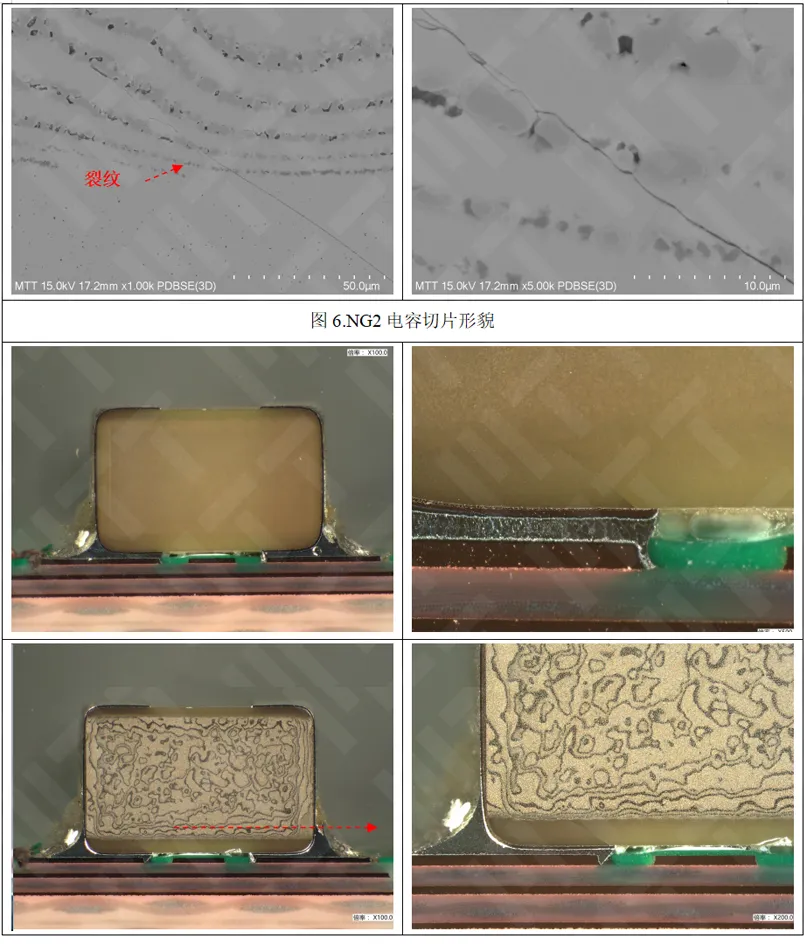
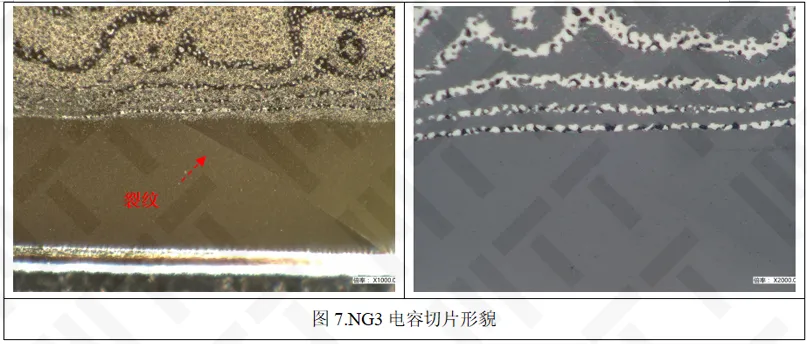
3.Thermal EMMI熱點定位 發現失效電容內部均存在明顯的異常亮點,亮點主要集中在靠近電容端電極一側。 4.切片分析 (1)NG1電容在熱點定位顯現異常亮點的位置有明顯裂紋。進一步研磨至內電極顯露,發現裂紋穿過內電極交叉區域,導致內電極上下層之間出現短路或低阻通道。對比不同位置切片形貌,隨著逐步研磨至電容內部,裂紋逐漸變小,說明裂紋擴展起源點應靠近電容外部。此外,微觀形貌觀察裂紋較細,且未見熔融燒毀現象,推測應屬于機械應力裂紋。 (2)NG2、NG3均在電容底部一側發現有裂紋,并延伸至內電極區域導致電容層間漏電短路,位置與熱點定位出現異常亮點對應。裂紋起源于底面端電極,其角度與底面角度接近45°,屬于典型的機械應力裂紋形貌。
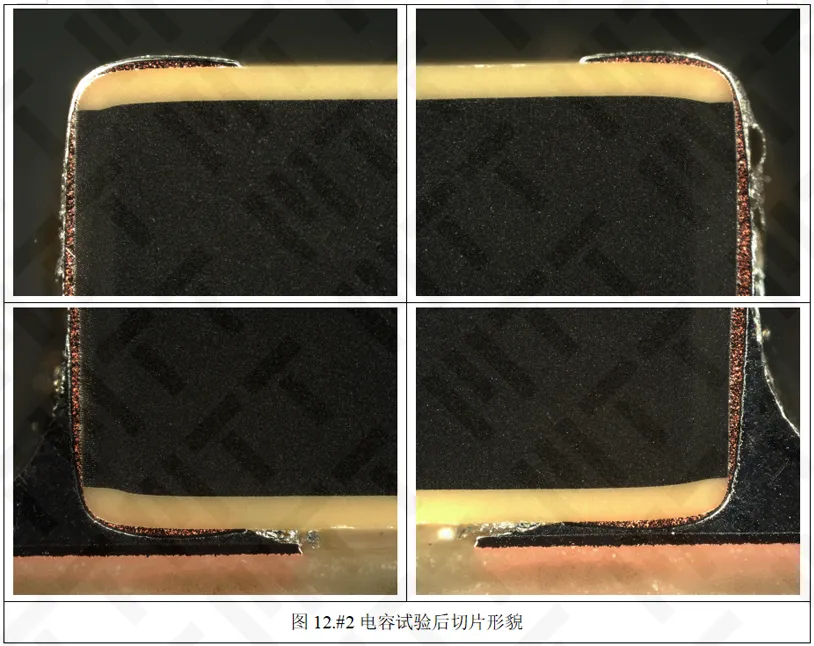
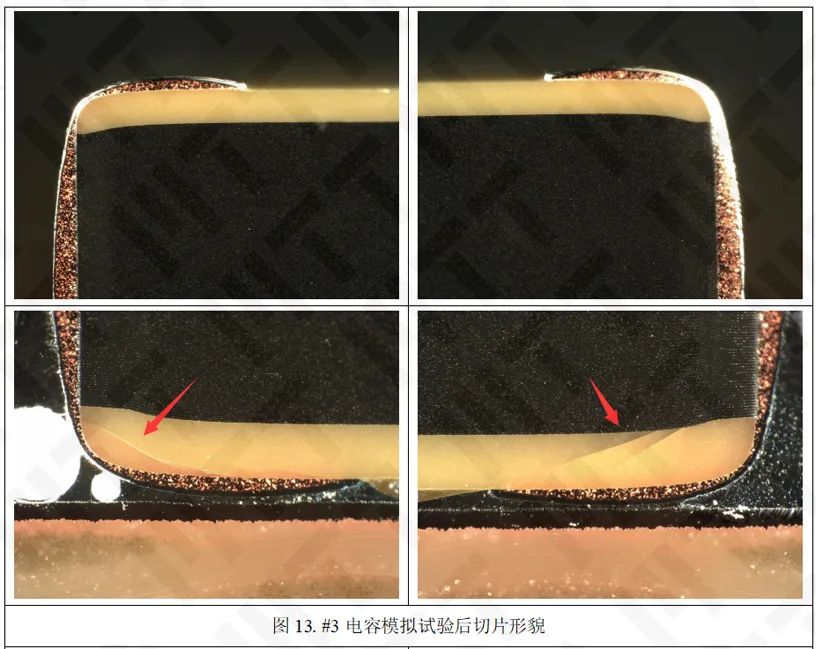
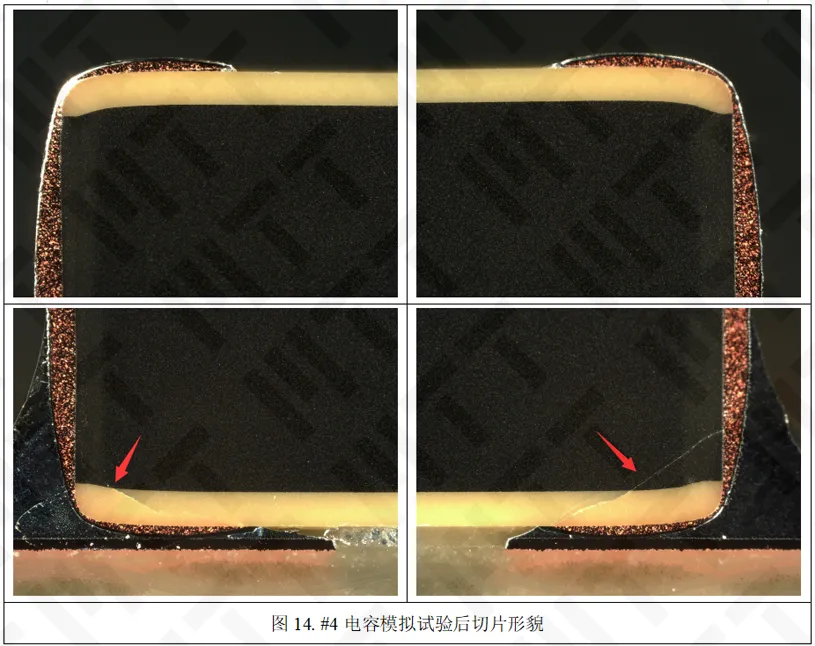
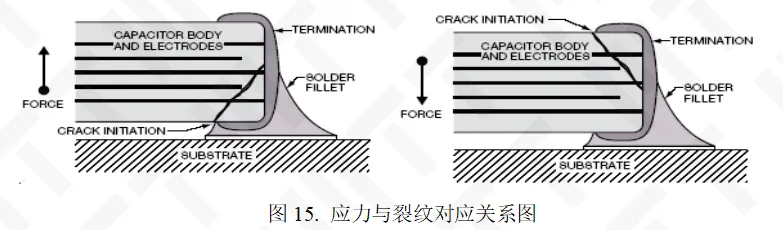
5.物料驗證 按照規格書進行三點彎曲試驗,對實驗后電容外觀與電性進行確認,未發現明顯異常。對#1、#2電容進行切片分析,均未發現有明顯裂紋、介質層空洞等缺陷。因此,該物料可滿足其規格書要求。 6.模擬實驗 為確認失效電容內部裂紋是否屬于機械應力裂紋,對#3、#4電容繼續進行三點彎曲模擬試驗,試驗后對電容進行切片分析。 切片結果顯示:基板彎曲量為4mm時,#3、#4電容內部均出現明顯的裂紋,其位置起源于端電極位置并與焊接面呈45°,與失效電容內部裂紋形貌特征基本一致。因此推斷失效電容受到了較大的外部應力,進而在內部出現裂紋。 7.分析與總結 分析:電容內部出現機械應力裂紋的原因為:由于電容瓷體是由硬而脆的陶瓷材料制成,這種材料對單板變形產生的應力比較敏感。當電容受到額外的應力作用時,裂紋會在應力集中點產生,如圖15所示,如果器件受到向上的應力,底部焊端和焊料的交接處為應力集中點,這個位置就成為薄弱環節,容易產生與焊端呈45°或“Y”字型的裂紋,反之亦然。 總結:電容的失效主要原因是受到外部應力產生延伸至內電極交叉區域的裂紋,形成漏電通道導致阻值下降。 8.建議 排查電容組裝、測試等過程中的外部應力來源。






美信檢測實驗室
了解公司更多資訊

MTTlab-電子制造
查看更多精彩案例

MTTlab-高分子材料
查看更多精彩案例

MTTlab-金屬材料
查看更多精彩案例

視頻號
查看更多精彩視頻









 深圳:深圳市寶安區松柏路北大科創園A1、A3、A5棟蘇州:蘇州市蘇州工業園區長陽街415號信藥谷3棟蘇州市蘇州工業園區岸芷街39號內4號樓1樓
深圳:深圳市寶安區松柏路北大科創園A1、A3、A5棟蘇州:蘇州市蘇州工業園區長陽街415號信藥谷3棟蘇州市蘇州工業園區岸芷街39號內4號樓1樓