400-850-4050
400-850-4050

沒有找到您想要的?
立即咨詢專業(yè)工程師為您服務(wù)

















某 LED 燈條產(chǎn)線采用行業(yè)主流的 ENIG(化學鍍鎳金)FPC 焊盤處理工藝,SMT 制程完成后,卻出現(xiàn)了棘手的批量失效:LED 焊點稍受外力就剝離、掉件,直接導(dǎo)致產(chǎn)線良率從 98% 驟降至 90%,不僅增加了返工成本,更讓即將交付的訂單陷入停滯。
技術(shù)團隊第一時間排查:目檢焊點無虛焊、連錫痕跡,AOI 檢測通過率 100%,LED 原物料參數(shù)也符合規(guī)格要求。從設(shè)備到物料的常規(guī)排查全無結(jié)果,失效原因像 “隱形殺手” 一樣,找不到任何蛛絲馬跡。
ENIG 工藝因焊接穩(wěn)定性強、耐腐蝕性好,一直是 FPC 焊盤的優(yōu)選方案,之前批量生產(chǎn)從未出問題。這次的失效為何如此 “詭異”?是來料暗藏缺陷,還是制程參數(shù)出現(xiàn)了隱性偏差?看不見的失效根源到底藏在哪里?
本文將通過 “外觀排查→表面顯微分析→剖面深度檢測→爐溫曲線驗證” 的全流程分析,從宏觀到微觀、從現(xiàn)象到本質(zhì),還原失效的完整鏈路,同時給出可直接落地的解決方案,幫你避開 ENIG 焊盤的隱藏陷阱。
外觀檢查:排除顯性問題,鎖定斷裂特征
先對失效燈條的脫落焊點進行外觀觀察,結(jié)果有了初步線索:
焊點脫落界面異常平整,呈現(xiàn)典型的 “脆性斷裂” 特征,排除了 “虛焊”“焊錫量不足” 等顯性問題。
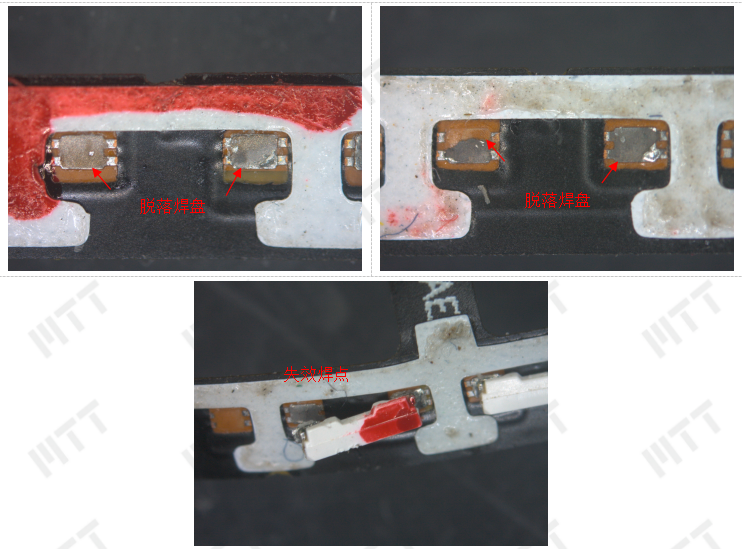
LED脫落后外觀檢查圖片
斷裂位置緊貼 FPC 焊盤側(cè),焊盤表面呈現(xiàn)異常黑色,部分焊盤銅箔被拉起 —— 這說明焊點本身有一定焊接強度,失效問題大概率出在 FPC 焊盤與焊點的界面結(jié)合處。
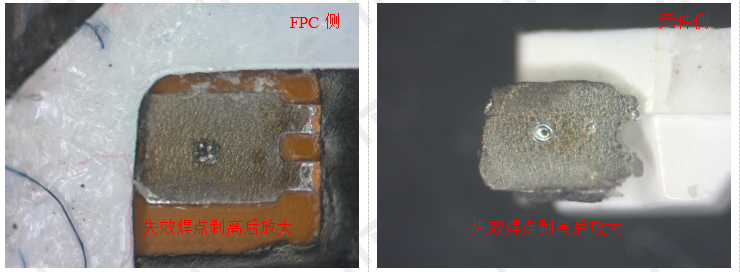
LED脫落后外觀檢查圖片
?? 既然不是基礎(chǔ)焊接問題,那界面之間到底發(fā)生了什么?我們需要把視角放大到微觀層面。
表面分析:排除污染,鎖定裂紋隱患
采用 SEM(掃描電子顯微鏡)+EDS(能譜分析)對失效焊點表面進行顯微觀察,同時對 FPC 光板焊盤做退金處理,重點排查 “黑鎳” 和界面污染:
失效焊點的開裂位置精準定位在 FPC 側(cè) Ni 層與 IMC(金屬間化合物)層之間,界面成分僅含 C、O、Ni、Cu、Sn 等常規(guī)元素,無異常污染,排除了 “焊接前界面沾污” 的可能。
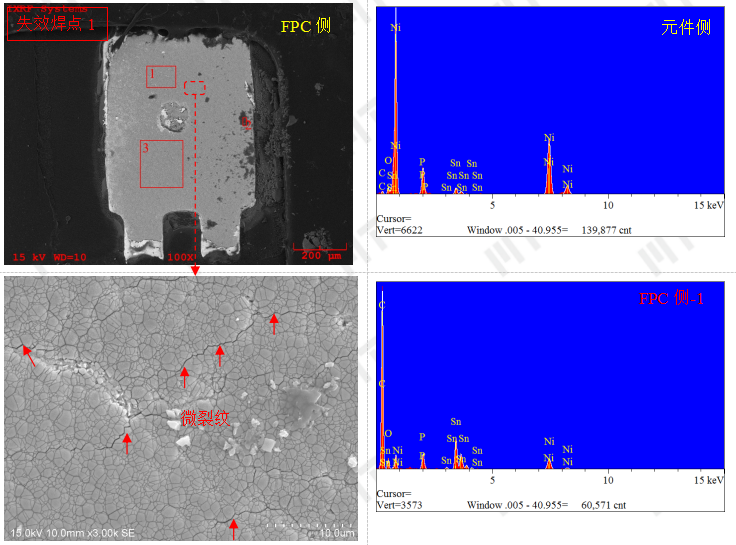
失效位置焊點剝離后SEM圖片及EDS能譜圖
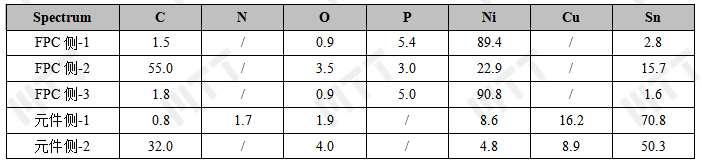
失效位置焊點剝離后成分測試結(jié)果
關(guān)鍵發(fā)現(xiàn):FPC 焊盤退金后的 Ni 層表面,清晰可見明顯的微裂紋,且無鎳腐蝕現(xiàn)象 —— 這說明鎳層本身可能存在來料缺陷。
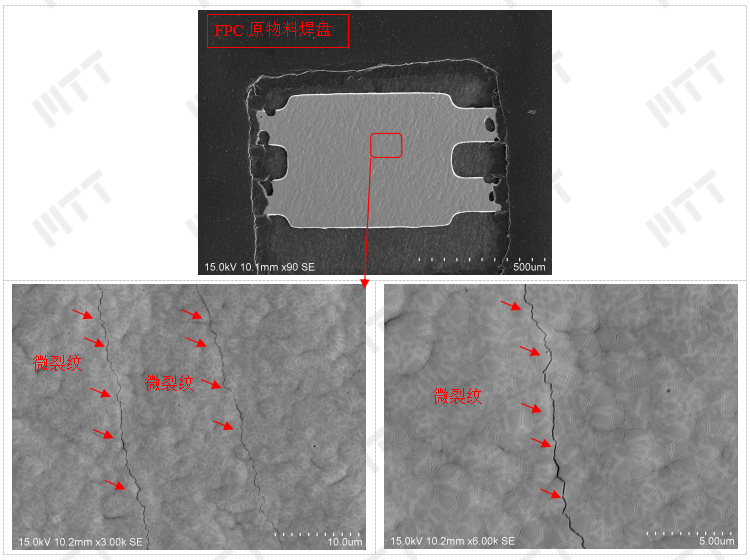
FPC原物料焊盤退金后SEM圖片
?? 鎳層有裂紋,但這會不會是焊接過程中產(chǎn)生的?為了驗證猜想,我們做了更深入的剖面分析。
剖面分析:直擊核心,揭開雙重異常
將失效焊點、正常焊點及 FPC 光板全部制作剖面樣本,通過 SEM+EDS 觀察微觀結(jié)構(gòu),結(jié)果讓失效真相浮出水面:
第一重異常:IMC 層嚴重超標。失效焊點的 IMC 厚度達 1.69μm~4.02μm,正常焊點也有 2.78μm~3.67μm,遠超業(yè)界公認的 1.5μm 合理范圍;且 IMC 形貌異常,存在塊狀銅鎳錫三元化合物(強度極低,易脆斷)。
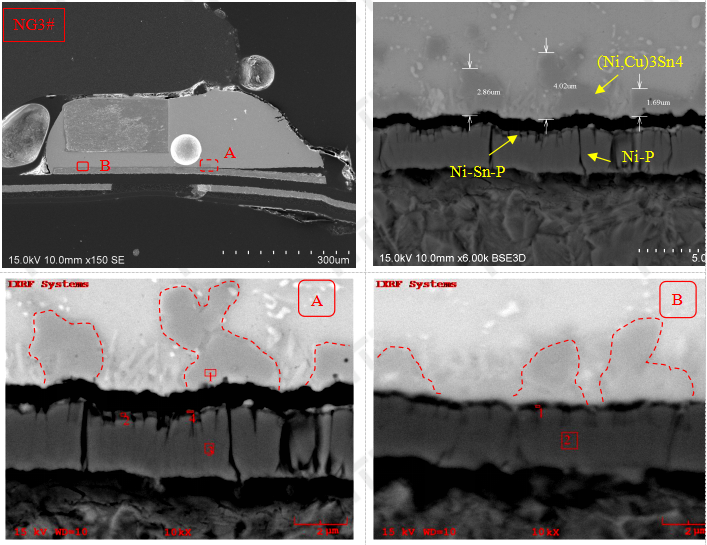
失效位置焊點剖面SEM圖片
第二重異常:鎳層微裂紋是 “先天缺陷”。失效焊點、正常焊點的 Ni 層均有鋸齒狀微裂紋,甚至未焊接的 FPC 光板鎳層也存在同樣裂紋 —— 這直接證明,微裂紋是來料自帶的,與焊接制程無關(guān)。
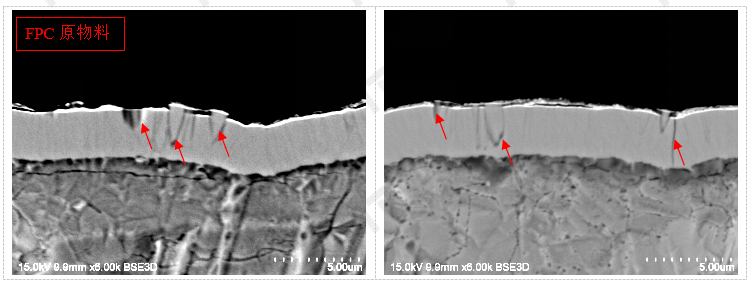
FPC剖面SEM圖片
失效邏輯:鎳層本應(yīng)是 “阻擋層”,防止銅擴散到焊點,但微裂紋讓它失去了阻擋作用,導(dǎo)致 IMC 過度生長、成分異常,最終形成 “脆化界面”,稍受外力就斷裂。
?? 來料有缺陷是根本,但制程參數(shù)是否在 “火上澆油”?最后我們對爐溫曲線做了驗證。
爐溫曲線分析:制程參數(shù)加劇失效
對焊接爐溫曲線進行拆解后發(fā)現(xiàn):
回流時間(220℃以上)最長達 80.49 秒,峰值溫度最高 247.17℃,PWI(制程窗口指數(shù))92%,偏制程標準上限。
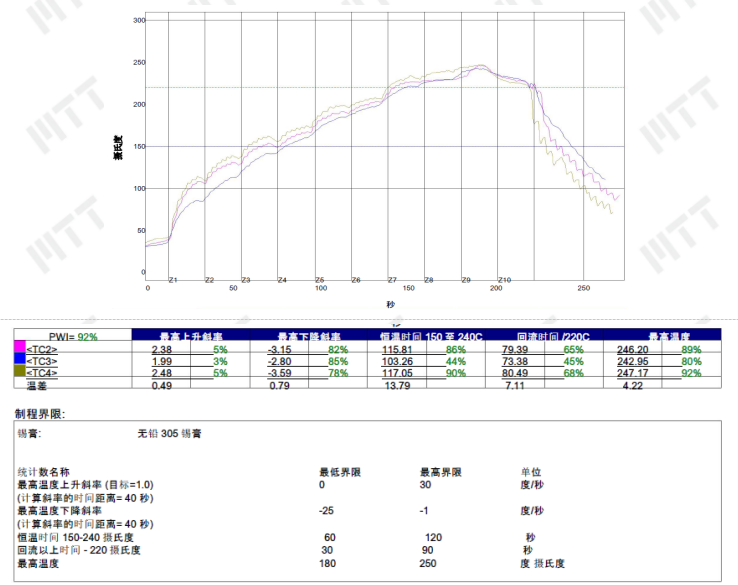
Profile曲線
過長的高溫停留時間 + 過高的峰值溫度,會加速 IMC 層的生長速度,讓本就有裂紋的鎳層更難阻擋銅擴散,進一步加劇了 IMC 的異常增厚和脆化。
失效的核心邏輯(直接原因 + 根本原因)
?直接原因:焊點界面 IMC 層過厚(1.7μm~4.0μm),且形貌、成分異常(塊狀三元化合物),導(dǎo)致焊點脆性增加,易剝離。
? 根本原因:FPC 焊盤鎳層存在先天微裂紋,喪失了 “阻擋層” 功能,為 IMC 異常生長提供了條件。
? 輔助因素:爐溫參數(shù)偏上限,加速了 IMC 過度生長,加劇了失效風險。
2 個可直接落地的優(yōu)化方案
? 優(yōu)選方案(從源頭規(guī)避):新增 FPC 來料檢驗環(huán)節(jié),重點檢測鎳層質(zhì)量 —— 通過顯微觀察排查微裂紋,嚴格拒收有裂紋的批次,這是解決問題的核心。
? 輔助方案(制程優(yōu)化):適當降低爐溫曲線的 TOL 時間(220℃以上停留時間)和回流峰值溫度,將 IMC 生長速度控制在合理范圍,避免 “先天缺陷 + 后天不當制程” 的疊加失效。
遇到 ENIG 焊盤焊點掉件時,你是先排查 FPC 來料(鎳層質(zhì)量),還是先調(diào)整爐溫曲線?有沒有遇到過 “AOI 查不出、微觀才見缺陷” 的類似案例?







美信檢測實驗室
了解公司更多資訊

MTTlab-電子制造
查看更多精彩案例

MTTlab-高分子材料
查看更多精彩案例

MTTlab-金屬材料
查看更多精彩案例

視頻號
查看更多精彩視頻









 深圳:深圳市寶安區(qū)松柏路北大科創(chuàng)園A1、A3、A5棟蘇州:蘇州市蘇州工業(yè)園區(qū)長陽街415號信藥谷3棟蘇州市蘇州工業(yè)園區(qū)岸芷街39號內(nèi)4號樓1樓
深圳:深圳市寶安區(qū)松柏路北大科創(chuàng)園A1、A3、A5棟蘇州:蘇州市蘇州工業(yè)園區(qū)長陽街415號信藥谷3棟蘇州市蘇州工業(yè)園區(qū)岸芷街39號內(nèi)4號樓1樓