400-850-4050
400-850-4050

沒有找到您想要的?
立即咨詢專業工程師為您服務

















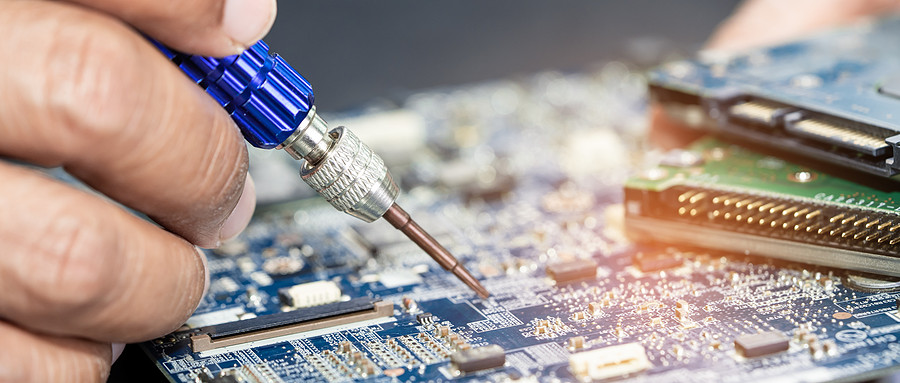
某SMT產線近期出現數據采集板信號輸出異常,不良率上升約5%。初步排查均指向板上關鍵BGA芯片功能失常,故障現象清晰,但修復無從下手。
目檢:芯片外觀完好無損
電性能測試:所有管腳I-V曲線與良品一致
X-Ray透視:焊點雖有氣孔,但未見斷裂、橋接等典型缺陷
問題仿佛隱形,傳統手段集體失效...
如果芯片沒壞,焊點看起來又“沒問題”,那信號究竟是在哪里斷的?
真正的失效點,是否藏在焊球與錫膏的微觀界面之間??
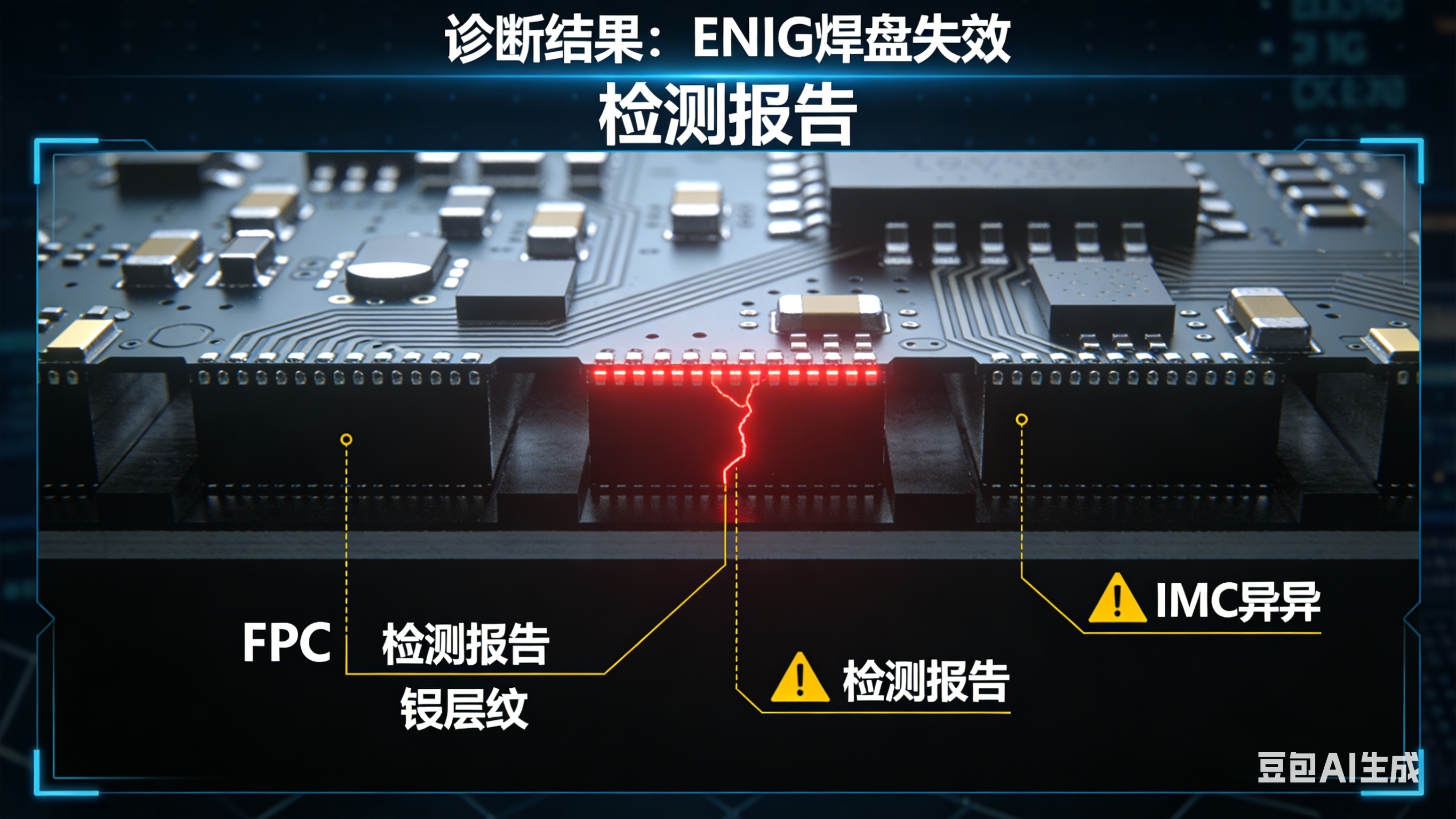
本文將借助切片分析、CT掃描、SEM/EDS成分檢測等一系列微觀分析手段,再現一次完整的失效分析歷程,揭示那類肉眼不可見、X-Ray難判別、卻足以導致功能失效的焊接缺陷——HIP(Head-in-Pillow)枕頭效應。
1.排除法,從“沒問題”的地方開始
外觀與電性:芯片無損,電路通暢,排除芯片自身故障。
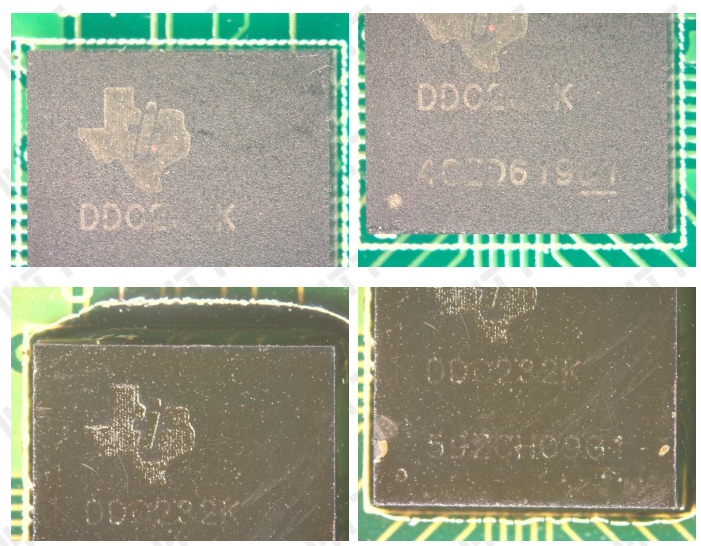
樣品典型外觀
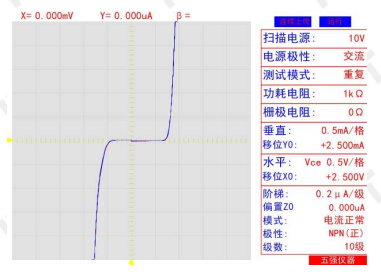
輸出管腳對GND的典型I-V曲線圖
X-Ray復檢:僅見部分焊點存在氣孔,屬常見工藝現象,并非直接失效證據。
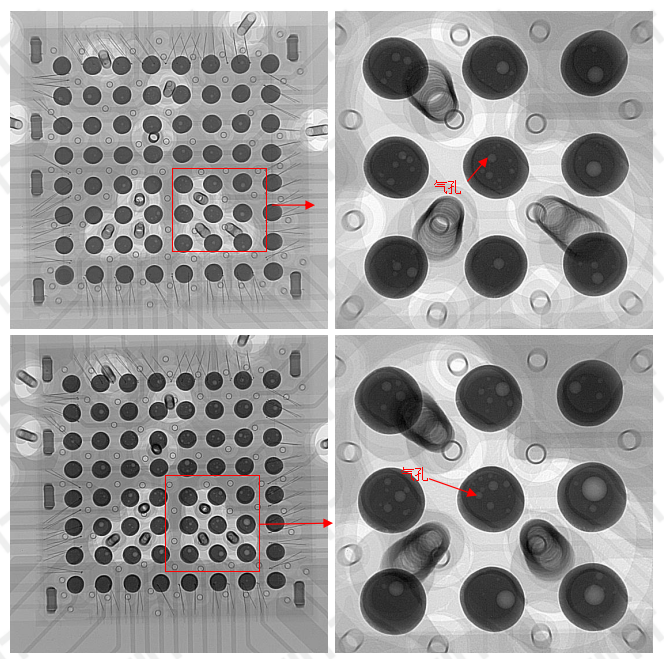
芯片焊點典型X-ray
2.CT掃描,發現“形似神離”的焊點
通過高分辨率CT三維成像,終于捕捉到異常:
個別焊球與下方錫膏呈現“輕觸未融”狀態,形如枕頭與頭部輕輕靠在一起,實則未形成冶金結合——這就是 HIP枕頭效應,電氣上實際已開路。
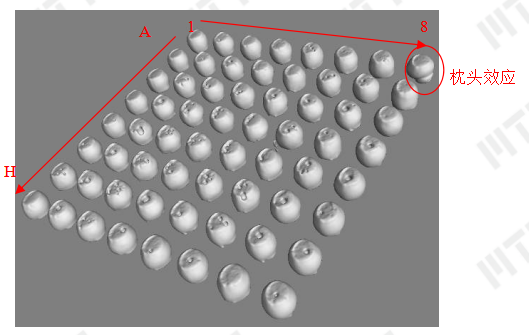
樣品芯片焊點CT三維圖
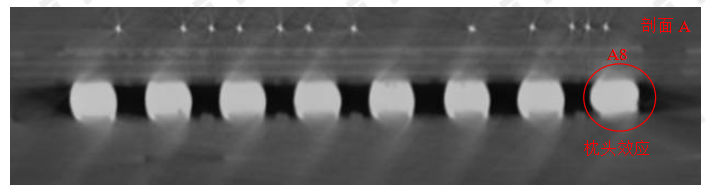
樣品芯片焊點CT剖面
3.切片+成分分析,鎖定界面真相
對異常焊點進行微切片,在SEM下清晰可見:
焊球與錫膏界面存在明顯縫隙,縫隙中檢出C、O、S等有機殘留物(來自助焊劑或底部填充膠)。
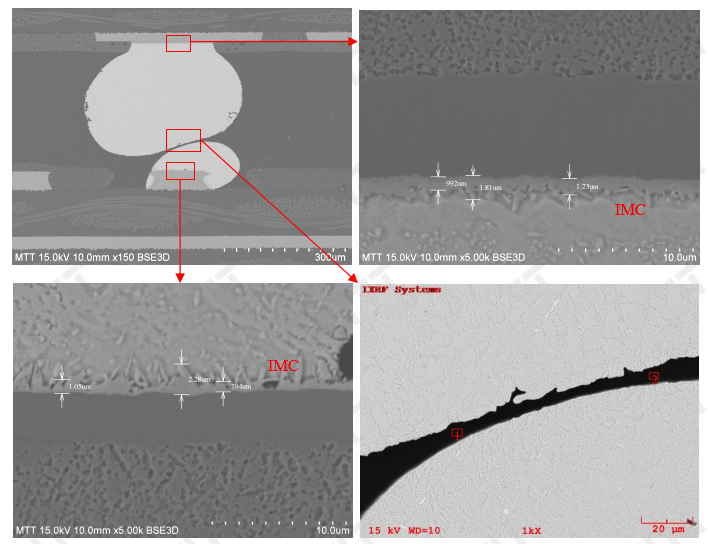
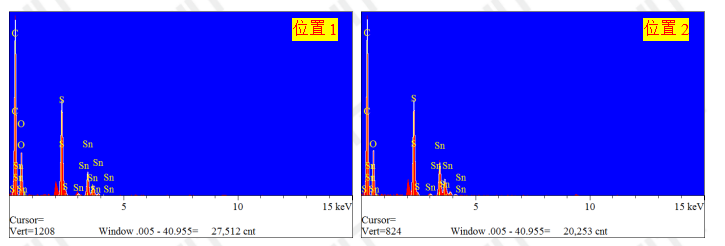
芯片焊點SEM圖片和EDS能譜圖

芯片焊點EDS結果(wt%)
?? 重要提示:焊球本身氧化層厚度未超限,且未焊接的裸芯片焊球可焊性良好,說明問題不在器件本身。
4.熱變形驗證,排除結構影響
測量芯片在回流焊過程中的熱變形量,最大形變僅0.018mm,遠不足以導致焊點分離,排除封裝翹曲引發HIP的可能性。
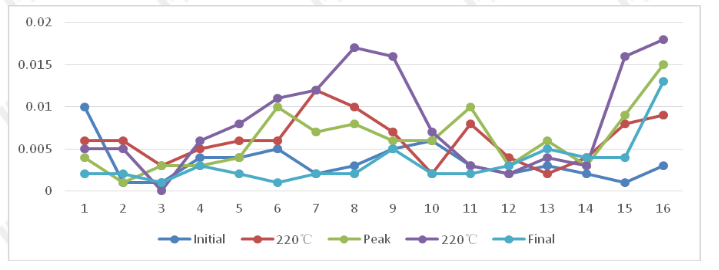
裸器件變形量測試結果曲線圖
? 根因歸結:工藝窗口與物料特性的“錯配”
最終所有證據指向工藝環節:
在回流焊預熱階段,錫膏中的助焊劑過早揮發或活性不足,未能有效清除焊球/錫膏表面氧化層,導致兩者在熔融階段無法融合,最終形成“枕頭效應”。
?? 改善建議:從“防枕”到“焊牢”
優選錫膏:選擇活性更強、抗氧化性能好的型號,并嚴格控制存儲與使用周期;
優化爐溫曲線:適當縮短預熱時間,確保助焊劑在焊球熔化時仍具備活性;
引入工藝監控點:在關鍵產品上增加切片抽檢或微聚焦X-Ray檢查,及早發現界面缺陷;
關注環境管控:車間溫濕度、錫膏暴露時間等細節,都可能影響助焊劑性能。
你在工作中是否也曾遇到這種“所有檢測都正常,但板子就是不工作”的玄學故障?最后是如何破案的?
歡迎在評論區分享你的“破案經歷”或工藝改善心得!






美信檢測實驗室
了解公司更多資訊

MTTlab-電子制造
查看更多精彩案例

MTTlab-高分子材料
查看更多精彩案例

MTTlab-金屬材料
查看更多精彩案例

視頻號
查看更多精彩視頻









 深圳:深圳市寶安區松柏路北大科創園A1、A3、A5棟蘇州:蘇州市蘇州工業園區長陽街415號信藥谷3棟蘇州市蘇州工業園區岸芷街39號內4號樓1樓
深圳:深圳市寶安區松柏路北大科創園A1、A3、A5棟蘇州:蘇州市蘇州工業園區長陽街415號信藥谷3棟蘇州市蘇州工業園區岸芷街39號內4號樓1樓