400-850-4050
400-850-4050

沒有找到您想要的?
立即咨詢專業(yè)工程師為您服務(wù)
















金屬構(gòu)件服役環(huán)境日益苛刻,對(duì)材料性能和結(jié)構(gòu)可靠性提出更高要求。然而,設(shè)計(jì)缺陷、材料瑕疵、制造偏差或不當(dāng)使用等因素,極易引發(fā)疲勞斷裂、應(yīng)力腐蝕開裂、氫脆、蠕變、磨損、過載變形等典型失效。
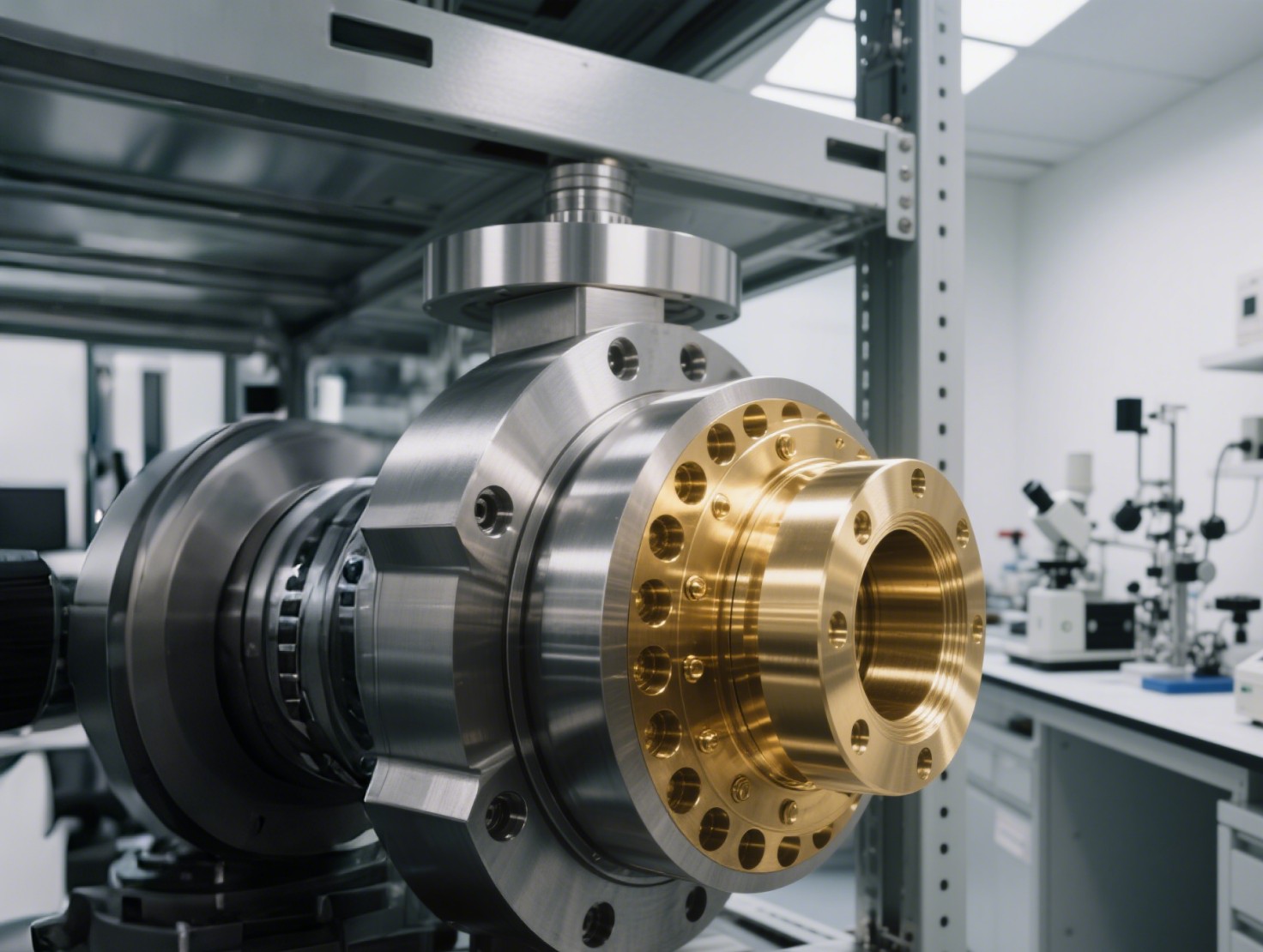
美信檢測(cè)基于深厚的金屬材料失效分析經(jīng)驗(yàn),擁有完備的分析平臺(tái),并依托海量全面失效案例數(shù)據(jù)庫(kù)及經(jīng)驗(yàn)豐富的專家團(tuán)隊(duì),提供從失效現(xiàn)象診斷到根因深度剖析與預(yù)防對(duì)策建議的全方位、精準(zhǔn)高效解決方案。

隨著科學(xué)技術(shù)和工業(yè)生產(chǎn)的迅速發(fā)展,人們對(duì)機(jī)械零部件的質(zhì)量要求也越來越高。材料質(zhì)量和零部件的精密度雖然得到很大的提高,但各行業(yè)中使用的機(jī)械零部件的早期失效仍時(shí)有發(fā)生。此類失效不僅造成設(shè)備非計(jì)劃停機(jī)與高昂更換成本,更可能導(dǎo)致災(zāi)難性安全事故與重大環(huán)境風(fēng)險(xiǎn),并引發(fā)設(shè)計(jì)方、制造商、用戶及監(jiān)管方的復(fù)雜責(zé)任爭(zhēng)議。通過失效分析,找出失效原因,提出有效改進(jìn)措施以防止類似失效事故的重復(fù)發(fā)生,從而保證工程的安全運(yùn)行是必不可少的。
汽車零部件、精密零部件、模具制造、鑄鍛焊、熱處理、表面防護(hù)等金屬相關(guān)行業(yè)。
1. 減少和預(yù)防產(chǎn)品同類失效現(xiàn)象重復(fù)發(fā)生,減少經(jīng)濟(jì)損失,提高產(chǎn)品質(zhì)量;
2. 為裁決事故責(zé)任,制定產(chǎn)品質(zhì)量標(biāo)準(zhǔn)等提供可靠的科學(xué)技術(shù)依據(jù)。
| 常見失效模式
1、變形失效:彈性變形;塑性變形;蠕變;應(yīng)力松弛
2、斷裂失效:韌性斷裂;脆性斷裂(包括沿晶斷裂,解理斷裂);疲勞斷裂。
3、腐蝕失效:均勻腐蝕;點(diǎn)腐蝕(包括孔蝕);縫隙腐蝕;局部腐蝕;晶間腐蝕;電偶腐蝕;氫腐蝕;應(yīng)力腐蝕開裂;腐蝕疲勞;多相腐蝕;氧化;硫化物腐蝕;電化學(xué)腐蝕;酸性化合物腐蝕。
4、磨損失效:磨料磨損;粘著磨損;沖蝕磨損;微動(dòng)磨損;腐蝕磨損;疲勞磨損;沖蝕。
5、表面失效:表面變色、鍍層剝落、鼓泡。
1、設(shè)計(jì)不當(dāng)引起的失效:結(jié)構(gòu)或形狀不合理,構(gòu)件存在缺口、小圓弧轉(zhuǎn)角、不同形狀過渡區(qū)等高應(yīng)力區(qū),未能恰當(dāng)設(shè)計(jì)引起的失效比較常見。總之,設(shè)計(jì)中的過載荷、應(yīng)力集中、結(jié)構(gòu)選擇不當(dāng)、安全系數(shù)過小(追求輕巧和高速度)及配合不合適等都會(huì)導(dǎo)致構(gòu)件及裝備失效。分析設(shè)計(jì)原因引起失效尤其要注意:對(duì)復(fù)雜構(gòu)件未作可靠的應(yīng)力計(jì)算;或?qū)?gòu)件在服役中所承受的非正常工作載荷的類型及大小未作考慮;甚至于對(duì)工作載荷確定和應(yīng)力分析準(zhǔn)確的構(gòu)件來說,如果只考慮拉伸強(qiáng)度和屈服強(qiáng)度數(shù)據(jù)的靜載荷能力,而忽視了脆性斷裂、低循環(huán)疲勞、應(yīng)力腐蝕及腐蝕疲勞等機(jī)理可能引起的失效,都會(huì)在設(shè)計(jì)上造成嚴(yán)重的錯(cuò)誤。
2、選材不當(dāng)及材料缺陷:金屬裝備及構(gòu)件的材料選擇要遵循使用性原則、加工工藝性能原則及經(jīng)濟(jì)性原則,遵循使用性原則是首先要考慮的。使用在特定環(huán)境中的構(gòu)件,對(duì)可預(yù)見的失效形式要為其選擇足夠的抵抗失效的能力。如對(duì)韌性材料可能產(chǎn)生的屈服變形或斷裂,應(yīng)該選擇足夠的拉伸強(qiáng)度和屈服強(qiáng)度;但對(duì)可能產(chǎn)生的脆性斷裂、疲勞及應(yīng)力腐蝕開裂的環(huán)境條件,高強(qiáng)度的材料往往適得其反。在符合使用性能的原則下選取的結(jié)構(gòu)材料,對(duì)構(gòu)件的成形要有好的加工工藝性能。在保證構(gòu)件使用性能、加工工藝性能要求的前題下,經(jīng)濟(jì)性也是必須考慮的。
3、制造工藝不合理:金屬裝備及其構(gòu)件往往要經(jīng)過機(jī)加工(車、銑、刨、磨、鉆等)、冷熱成形(沖、壓、卷、彎等)、焊接、裝配等制造工藝過程。若工藝規(guī)范制訂欠合理,則金屬設(shè)備或構(gòu)件在這些加工成形過程中,往往會(huì)留下各種各樣的缺陷。如機(jī)加工常出現(xiàn)的圓角過小、倒角尖銳、裂紋、劃痕;冷熱成形的表面凹凸不平、不直度、不圓度和裂紋;在焊接時(shí)可能產(chǎn)生的焊縫表面缺陷(咬邊、焊縫凹陷、焊縫過高)、焊接裂紋、焊縫內(nèi)部缺陷(未焊透、氣孔、夾渣),焊接的熱影響區(qū)更因在焊接過程經(jīng)受的溫度不同,使其發(fā)生組織轉(zhuǎn)變不同,有可能產(chǎn)生組織脆化和裂紋等缺陷;組裝的錯(cuò)位、不同心度、不對(duì)中及強(qiáng)行組裝留下較大的內(nèi)應(yīng)力等。所有這些缺陷如超過限度則會(huì)導(dǎo)致構(gòu)件以及裝備早期失效。
4、使用操作不當(dāng)和維修不當(dāng):使用操作不當(dāng)是金屬裝備失效的重要原因之一,如違章操作,超載、超溫、超速;缺乏經(jīng)驗(yàn)、判斷錯(cuò)誤;無知和訓(xùn)練不夠;主觀臆測(cè)、責(zé)任心不強(qiáng)、粗心大意等都是不安全的行為。
1、鑄造制品主要缺陷:偏析、氣孔、縮孔與縮松、夾雜、裂紋、冷隔及其他缺陷。
2、金屬材料加工成形缺陷:加工熱裂紋和冷裂紋、熱處理裂紋、過熱與過燒、異物壓入、腐蝕、粗大的魏氏體組織、網(wǎng)狀碳化物及帶狀組織、鋼材表層脫碳、折疊、分層。


1、外觀觀察:判斷失效模式,對(duì)于斷裂,判斷主裂紋。
使用設(shè)備:超景深顯微鏡。
當(dāng)各斷裂件中,既有延性斷裂,又有脆性斷裂時(shí),一般脆性斷裂件發(fā)生在前,延性斷裂件發(fā)生在后;
當(dāng)各斷裂件中,既存在脆性斷裂件,又存在疲勞斷裂件時(shí),則疲勞斷裂件應(yīng)為首斷件;
當(dāng)存在兩個(gè)或兩個(gè)以上的疲勞斷裂件時(shí),低應(yīng)力疲勞斷裂件出現(xiàn)在前,而大應(yīng)力疲勞斷裂件出現(xiàn)在后;
1)分枝法:分枝裂紋為二次裂紋,匯合裂紋為主裂紋(圖2)。

2)T型法:在一般情況下橫貫裂紋A為首先開裂的,A裂紋阻止B裂紋擴(kuò)展或者B裂紋的擴(kuò)展受到A裂紋的阻止時(shí),A裂紋為主裂紋,B裂紋為二次裂紋(圖3)。

3)變形法:變形量較大的部位為主裂紋、其他部位為二次裂紋(圖4)。

4)氧化法:氧化程度最為嚴(yán)重者為斷裂源頭(圖5)。

5)疲勞裂紋長(zhǎng)度法:當(dāng)存在兩個(gè)或兩個(gè)以上疲勞斷裂件時(shí),低應(yīng)力的疲勞斷件疲勞裂紋長(zhǎng)、疲勞弧線或條帶間距較密,為主裂紋或主斷口(圖6)。

2、微觀觀察:觀察斷口形貌,判斷斷裂模式。
使用設(shè)備:電子掃描顯微鏡。

3、金相觀察:觀察金相組織,測(cè)量缺陷尺寸。
使用設(shè)備:金相顯微鏡。

4、X射線透視:對(duì)于某些不能通過外觀檢查到的部位如PCB的通孔內(nèi)部和其他內(nèi)部缺陷,使用X射線透視系統(tǒng)來檢查。
使用設(shè)備:X射線系統(tǒng)。

5、成分分析:
DS能譜分析:快速對(duì)所分析面進(jìn)行元素定性;使用設(shè)備:電子掃描顯微鏡+能譜儀。
FTIR紅外分析,異物尤其是有機(jī)物分析;使用設(shè)備:傅里葉變換顯微紅外光譜儀;
ICP-OES分析:對(duì)金屬牌號(hào)鑒定,定量準(zhǔn)確。使用設(shè)備:電感耦合等離子體發(fā)射光譜儀。

6、物相分析:
使用設(shè)備:X射線衍射儀。

7、X射線光電子能譜(XPS)
XPS 全稱為X-ray Photoelectron Spectroscopy(X射線光電子能譜), 是一種使用電子譜儀測(cè)量X-射線光子輻照時(shí)樣品表面所發(fā)射出的光電子和俄歇電子能量分布的方法。
1)表面元素定性及含量(Li-U),檢出限0.1%at,能檢測(cè)周期表中除氫、氦以外的所有元素。
2)能夠觀測(cè)化學(xué)位移,化學(xué)位移同原子氧化態(tài)、原子電荷和官能團(tuán)有關(guān)。化學(xué)位移信息是利用XPS進(jìn)行原子結(jié)構(gòu)分析和化學(xué)鍵研究的基礎(chǔ)。
3)元素沿深度方向的分布分析
4)全譜分析,一般用來說明樣品中是否存在某種元素。比較極端的,對(duì)于某一化學(xué)成分完全未知的樣品,可以通過XPS全譜分析來確定樣品中含有哪些元素(H和He除外)。
譜圖解析:O1s結(jié)合能數(shù)值可以確定,529.9和532.0eV 對(duì)應(yīng)于M—OH化合物的特征峰,530.7和531.5eV 對(duì)應(yīng)于M—O化合物的特征峰,而533.2eV對(duì)應(yīng) H2 O的特征峰。

8、電子背散射衍射分析技術(shù)(EBSD)
EBSD技術(shù)利用電子束與樣品相互作用產(chǎn)生的背散射電子信號(hào),通過分析這些信號(hào)來獲取晶體的結(jié)晶學(xué)信息。
其可做項(xiàng)目:1)織構(gòu)和取向差分析; 2)晶粒尺寸及形狀分布分析; 3)晶界、亞晶及孿晶界性質(zhì)分析; 4)應(yīng)變和再結(jié)晶的分析; 5)相簽定及相比計(jì)算等,
譜圖解析:上層為超大晶粒層,等效晶粒尺寸大于20μm,下層為細(xì)晶層0.4~0.5μm。

9、機(jī)械性能分析(硬度、拉伸性能、沖擊性能、彎曲性能等)
10、案例:用魚骨圖法分析螺栓失效



美信檢測(cè)實(shí)驗(yàn)室
了解公司更多資訊

MTTlab-電子制造
查看更多精彩案例

MTTlab-高分子材料
查看更多精彩案例

MTTlab-金屬材料
查看更多精彩案例

視頻號(hào)
查看更多精彩視頻









 深圳:深圳市寶安區(qū)松柏路北大科創(chuàng)園A1、A3、A5棟蘇州:蘇州市蘇州工業(yè)園區(qū)長(zhǎng)陽(yáng)街415號(hào)信藥谷3棟蘇州市蘇州工業(yè)園區(qū)岸芷街39號(hào)內(nèi)4號(hào)樓1樓
深圳:深圳市寶安區(qū)松柏路北大科創(chuàng)園A1、A3、A5棟蘇州:蘇州市蘇州工業(yè)園區(qū)長(zhǎng)陽(yáng)街415號(hào)信藥谷3棟蘇州市蘇州工業(yè)園區(qū)岸芷街39號(hào)內(nèi)4號(hào)樓1樓