400-850-4050
400-850-4050

沒有找到您想要的?
立即咨詢專業工程師為您服務

















在 LED 電源、汽車電子等領域,PCB 鋁基板因出色的散熱性和機械強度成為核心部件。某產線按標準流程生產時,鋁基板經過三次回流焊考驗,各項性能指標均達標,良率穩定在預期范圍,未出現任何異常。可萬萬沒想到,當部分產品進入返修環節(需二次高溫處理)時,局部鼓包問題突然爆發!!!
更棘手的是,不良高度集中在某兩個生產批次,而非隨機散布。生產階段無異常、返修才出問題,且不良批次高度集中,這讓技術團隊陷入困惑:到底是材料缺陷、工藝漏洞,還是另有隱形黑手?
為什么過了三次回流焊的鋁基板,會在返修時 “突然罷工”?鼓包的核心誘因是什么??如何快速排查并避免同類問題重復發生???
本文通過外觀檢查、切片、剝離、光譜與熱應力測試等步驟,一步步揭開鼓包背后的真相,同時給出返修前預烘烤等針對性解決方案,幫你避開這類 “隱形失效陷阱”。
外觀與“解剖”——鎖定失效發生界面
分析從最直觀的外觀開始。在立體顯微鏡下,不良品表面的鼓包清晰可見,為了看清內部,分析人員對鼓包位置進行了精密切片,制成可在金相顯微鏡下觀察的剖面。
正常樣品剖面顯示:結構層次分明,從鋁基板、陽極氧化層、絕緣層到銅箔,各層之間緊密結合,無任何分離跡象。
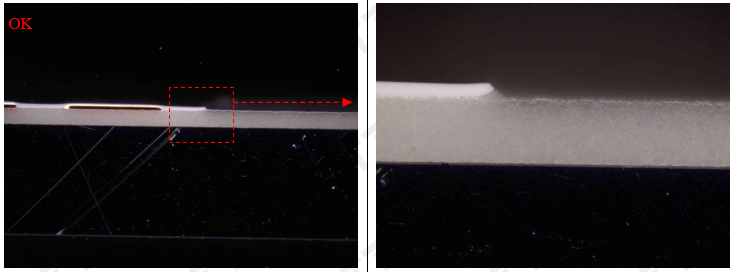
正常樣品剖面金相觀察照片
不良樣品剖面揭示:鼓包處的分層,明確發生在“鋁基板陽極氧化層”與上方的“絕緣層”之間。這是失效的第一現場。
不良樣品鼓包異常剖面金相觀察照片
材料“身份”與“關系”排查
既然找到了失效界面,接下來就要排查兩方面:材料本身有沒有問題?兩者之間的“關系”(結合力)是否正常?
材料身份鑒定(紅外光譜分析):
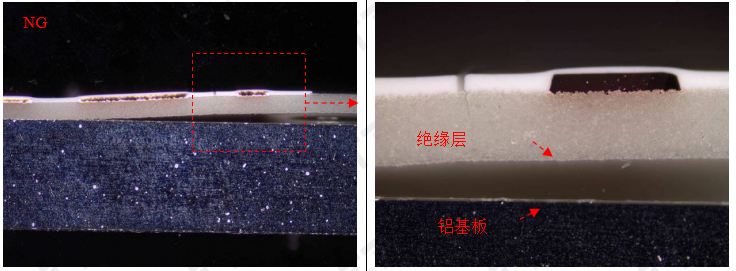
對良品與不良品批次的絕緣層材料進行成分分析,結果顯示:兩者主要成分均為雙酚A型環氧樹脂,且固化程度都很高,幾乎無差異。這首先排除了“材料用錯”或“固化不足”這兩個常見嫌疑。
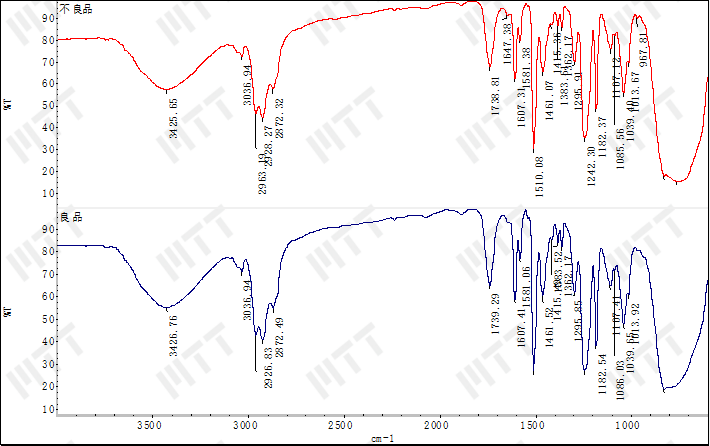
絕緣層紅外光譜圖
“關系”強度測試(剝離分析):
研究人員模擬“分手”場景,對界面進行機械剝離。
正常樣品“分手”艱難,鋁基板面上殘留了大量絕緣層,證明兩者結合非常牢固。
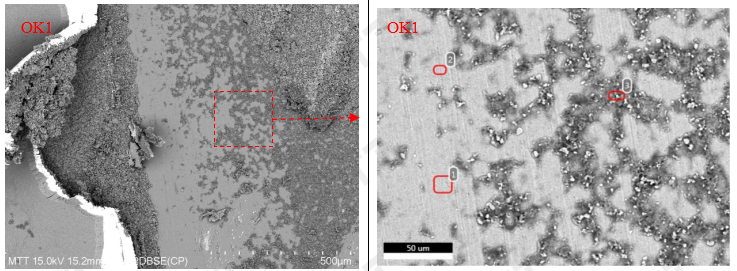
OK1剝離界面形貌
不良樣品鼓包處則“干脆利落”,兩者完整分離,鋁基板面光潔,幾乎不留殘膠,證明此處界面的結合力已提前嚴重弱化。
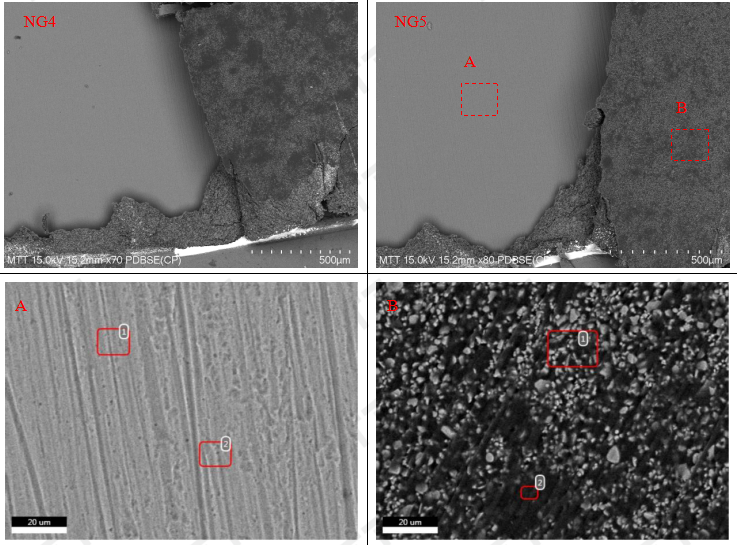
NG4、NG5鼓包分層剝離界面形貌
進一步用能譜儀(EDS)檢查“分手”后的兩個表面,未發現油污、異物等污染痕跡,又排除了“界面污染”的可能性。
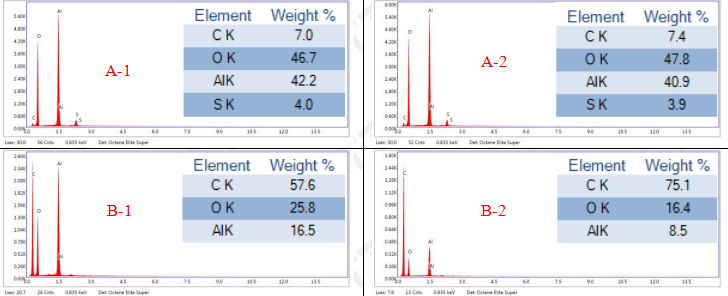
NG4、NG5鼓包分層EDS成分譜圖
關鍵重現實驗——熱應力測試
至此,分析似乎陷入了僵局:材料沒問題,界面沒污染,那結合力是怎么變差的?一個關鍵的模擬實驗成為破案轉折點。
分析人員依據標準,對樣品進行熱應力測試(模擬返修高溫):
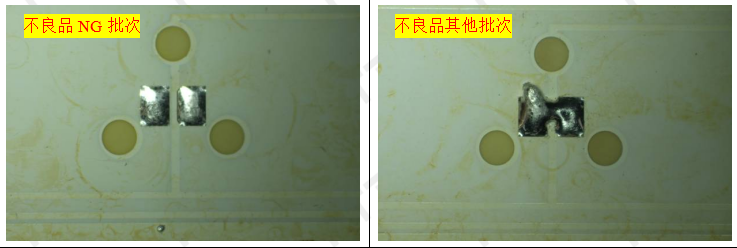
未烘烤直接測試:不良批次樣品迅速出現鼓包,形態與客戶提供的失效品一致;而良品批次則安然無恙。
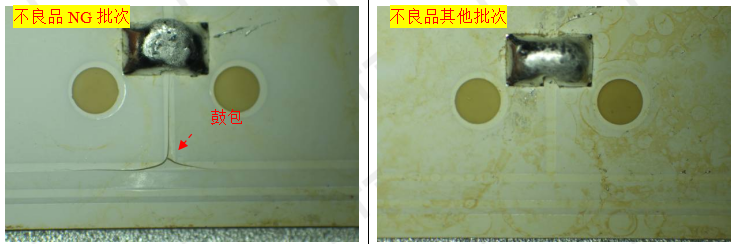
未烘烤條件下,不良品NG批次和不良品其他批次的PCB熱應力測試后圖片
烘烤后(125°C/5h)再測試:所有樣品,包括不良批次,全部通過測試,無鼓包發生!
烘烤條件下,不良品NG批次和不良品其他批次的PCB熱應力測試后圖片
?? 這個對比實驗指向一個核心變量:水分。烘烤的作用正是去除板材吸收的濕氣。
?? 串聯所有證據,失效鏈條變得清晰:
根本原因:特定批次的鋁基板PCB,在生產后存儲或周轉過程中受潮,絕緣層吸收了過量水汽。
失效機理:受潮后,絕緣層膨脹,其與鋁基板陽極氧化層之間的結合力在微觀上已被弱化。但由于回流焊是整體、快速加熱,水分可能尚未充分汽化產生足夠破壞力。而返修是局部、持續加熱,熱量聚集使界面處的水分急劇汽化,產生巨大蒸汽壓力,最終撐開已不牢固的界面,形成鼓包。
批次性體現:不良批次可能因包裝、存儲環境或時間差異,吸潮量顯著高于其他批次。
結論:鋁基板返修鼓包異常,直接原因是PCB受潮導致的界面結合力下降及高溫下水汽汽化。
?? 明確且有效的建議
在返修前,增加對鋁基板PCB的預烘烤工序。
建議條件:125°C,烘烤2-5小時(具體時間可根據板厚、存儲環境調整)。這是消除濕氣、恢復界面結合強度、避免返修分層最直接有效的工藝對策。
這個案例揭示了一個常見但易被忽視的可靠性問題:PCBA的“濕氣管理”。它不僅影響焊接質量(如爆米花效應),同樣深刻關系到基板自身的可靠性。
在您的工作經歷中,是否也曾遇到過因“濕氣”導致的工藝或產品失效?對于鋁基板、厚銅板等特殊PCB,你們有哪些有效的防潮存儲或烘烤工藝規范?歡迎在評論區分享您的經驗和見解,讓我們共同積累應對“隱形殺手”的實戰智慧。







美信檢測實驗室
了解公司更多資訊

MTTlab-電子制造
查看更多精彩案例

MTTlab-高分子材料
查看更多精彩案例

MTTlab-金屬材料
查看更多精彩案例

視頻號
查看更多精彩視頻









 深圳:深圳市寶安區松柏路北大科創園A1、A3、A5棟蘇州:蘇州市蘇州工業園區長陽街415號信藥谷3棟蘇州市蘇州工業園區岸芷街39號內4號樓1樓
深圳:深圳市寶安區松柏路北大科創園A1、A3、A5棟蘇州:蘇州市蘇州工業園區長陽街415號信藥谷3棟蘇州市蘇州工業園區岸芷街39號內4號樓1樓